10/28/2015
Saving Steps With Lean Techniques
Jennifer Zurko
What are some of the common mistakes growers make that cause inefficiencies in the greenhouse?
One of the biggest mistakes growers often make is building ahead to get ahead. Usually, the only benefit gained from this behavior is keeping people busy. Pre-labeling pots and trays are good examples of this practice. They know that they’ll be using it in the next couple of days or weeks, therefore, they work to get ahead. Unfortunately, production schedules frequently change and the result is burned up labor producing something unnecessary, the need for a place to put this inventory and potential rework to replace the labels. It might be possible to use the pre-labeled containers in the future, but that assumes you have space to keep the unneeded containers, you have the ability to easily relocate them and you have enough containers so that you don’t need to relabel the pre-labeled ones.
There’s a saying that we use at FlowVision: “Every day is a day and every day we plan.” Planning is a crucial part of making sure that we’re utilizing our resources (people/machines) efficiently. Many growers don’t have a way of planning the number of resources they’ll need to propagate, transplant, pot or ship. The method that some use is based on “tribal knowledge” or “gut feel.” They’ll say, “I know what I need based on the number of trays I have to stick and that a sticker can do so many trays per hour.” Unfortunately, this logic doesn’t take into account the mix of products required for sticking.
Not all products take the same time, so the number of trays that a person can stick per day should be based on mix and volume. To help growers with this issue, we utilize a resource calculator to help them plan their production every day. They typically plan some time in the afternoon for the following day. The goal is to know exactly how many people you’ll need in each of your processes. When the employees come in the next morning, you know where they need to go. Planning is the key to efficiently executing your lean flow process. You have to plan enough in advance that you allow yourself time to react to the plan. Let’s say you plan that you need five more employees in shipping than you have. If you’d seen this the day before, you might have had time to react. Today, however, you either work overtime or you push orders out.
Where are the best places to find improvement?
The areas that we’ve helped growers with the most has been in propagation, potting and shipping. In propagation, we see a lot of growers filling trays and then laying them down in the propagation houses. After the trays are laid down, they send a crew to go and stick the cuttings. There are several problems with this:
• Uncomfortable working environment—In most cases, the stickers are sitting on a bucket or squatting down sticking the cuttings. This is a very uncomfortable position to maintain all day long. This also drives low productivity.
• Misters going off every four to five minutes—How often do the cuttings need to get misted when they’re stuck? We’ve seen stickers wear raincoats, sometimes made out of large black garbage bags. It was bad enough that they were working in an uncomfortable position, but now they’re getting wet as well. In order to prevent this, they often put a cup over the misters. This now drives quality issues, since the cuttings are at their most vulnerable stage and need to be hydrated.
• Moving constantly—Once the stickers are done sticking the trays in an area, they have to move to another area. This constant non-value-added moving throughout the day takes away from the value-added task of sticking. In Lean Flow, we want to spend as much of the day doing value-added work as possible.
• Performing similar tasks in multiple locations—We prefer sticking in a fixed location. If the grower has a flat filler, then we’ll design it such that the flat filler feeds directly to a sticking line. We don’t want to stick on a belt conveyor, but instead on a stationary surface like a workbench, roller conveyor or upside down bulb crates (in some instances).
• Potting directly on the potting machine—Another area where we see opportunities is in the potting/canning process. The typical design for a potting line is to have people planting right on the machine as the pots are being filled. This process often results in a lot of non-value-added time when the potting machine is down due to pots getting jammed, soil running out, a change in pot size, etc. In most cases, what we see is that the machine can out-produce what the people can plant. (See Figure 1 for a better design.)
Figure 1. A better d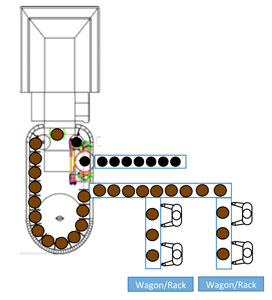 esign for the potting/canning process would be similar to this. Here, the person is not tied to the machine. If the machine goes down, they continue to work on the pots that are on the conveyor or their workstations. In cases where you can pot progressively, the branches off of the main line would be single-station lines.
esign for the potting/canning process would be similar to this. Here, the person is not tied to the machine. If the machine goes down, they continue to work on the pots that are on the conveyor or their workstations. In cases where you can pot progressively, the branches off of the main line would be single-station lines.
• Picking orders from the greenhouses/fields—Another area that we see inefficiencies is in the pulling or harvesting of product from the field or greenhouses. Let’s say you have 20 orders for the day and each of those orders has a common product. This would mean that a puller would have to go to the same location 20 times during the day. In some cases, the growers will pull by load (truck)—this is more efficient than pulling by order. However, there’s an even more efficient method: we prefer to pull in bulk based on a master pull list that compiles multiple orders together in one batch. The day’s products are typically divided up into two master pulls, one in the morning and one in the afternoon. The morning pull is loaded in the afternoon and the afternoon pull is loaded the following morning. Taking the example of the 20 orders, if half of the orders were pulled in the morning pull and the other half in the afternoon, then the puller would only have to go to the same location twice as opposed to 20. Bulk pulling not only improves pulling efficiency, but in many cases, reduces the number of vehicles (tractors, wagons, etc.) required. This reduction in vehicles also has a direct impact on fuel consumption, repair and maintenance, as well as less wear and tear on the roads.
How do you know if you need a Lean Flow program put in place?
We have yet to find a company in the industry (as well as outside) that could not use some form of Lean Flow. Tight margins and shrinking profitability are often two of the main reasons companies implement Lean Flow. The only way to improve profitability is to reduce product cost. One of Lean Flow’s biggest benefits is improved labor productivity that directly impacts product cost.
Why do growers fail at implementing Lean Flow?
The biggest reason is the lack of follow- through for continuous improvement. Too often, the case is that once the implementation is completed, they feel they’re done. Once a grower implements Lean Flow, they’ve just started the journey. In the following months and years, the focus needs to be on continuous process improvement. A great example of continuous improvement is Jolly Farmer in New Brunswick, Canada. They first implemented Lean Flow in their shipping area and achieved a 30% improvement in productivity, exceeding our target. For the three following years after their implementation, they achieved an additional 12%, 4% and 2% improvement in productivity, respectively. Obviously, this wasn’t viewed just as a project with an end date, but rather as a new way of doing business.
If you’re not fully committed to Lean Flow, don’t waste your time. The companies that have commitment from the owner/president/CEO level and drive it through the rest of the organization are the ones that have the most success. A good example of this is Greg Smith, owner of Flowerwood Nursery in Loxley, Alabama. When Flowerwood began their Lean Flow journey, we kicked it off with a two-day “Lean in the Green Industry” workshop. We handed out name tags for everyone to write their names on it. Greg Smith wrote down on his name tag, “It won’t work here.” He was trying to make a point to his employees—if you have the attitude that it won’t work, you’re correct it won’t work. Half of the battle with implementing Lean Flow is getting people to change.
Who is it for and not for?
Every company is fit for Lean Flow. There’s not one company that we have visited where there wasn’t any opportunity to improve. The level of improvements is based on the individual companies. We’ve been to greenhouses and nurseries and have heard managers tell us, “We’re already doing this; not sure if you can help us.” We still manage to find opportunities, whether it’s in production, propagation, shipping, the office or even in the supply chain. As discussed above, commitment is a key factor in success. It’s not for the ones that aren’t 100% committed.
Can a Lean Flow program replace machines and/or people?
We’ve been involved in many implementations where the grower was looking to purchase new equipment because they thought they needed additional capacity. After analyzing and applying Lean Flow principles and algorithms, we often come to the conclusion that additional equipment isn’t required. In almost all cases, it’s just a matter of redesigning the process. In other cases, it could be that the math tells us that there isn’t enough volume to justify a machine.
We were just at a grower in New England in October and they were in the process of pricing out potting machines. During our business assessment, we reviewed the volumes they needed to produce and determined that all they needed was a soil wagon along with Lean Flow principles applied to the potting process. The grower saved $60,000 by not buying the potting machine. The cost of the soil wagon and doing it manually will cost a few thousand dollars, but nowhere near $60,000. The money saved can be used on the propagation house they’re building.
One of the key principles of lean is the elimination of waste. Productivity savings come from the elimination of waste. Depending on the grower, being more efficient can mean either doing the same volume with fewer people or doing more volume with the same number of people. One of the key aspects that we try to get our customers to focus on is not making the people work faster or harder, but rather to slow down and work at a pace they can maintain throughout the day, while maintaining quality throughout the process. Making bad product faster doesn’t help the bottom line.
GT